复合材料装备、复合材料制品、工业自动化设备制造商利益与共 品德为先
全国服务热线:0531-83262167

移动电话:13705419876
传 真:0531-83262123
联系人:杨经理
地 址: 山东省济南市章丘区济东智造新城15号
拉挤工艺参数--速度的确定及牵引力
拉挤速度的确定
拉挤模具的长度一般为0.6~1.2m,由树脂体系的固化放热曲线确定模具温度,该温度还充分考虑使产品在模具中部胶凝化,也即脱离点在中部并尽量靠前。如果拉挤速度过快,制品固化不良或者不能固化,直接影响产品质量,产品表层会有稠状富树脂层;如果拉挤过慢,型材在模具中停留时间长,制品固化过度,并且降低生产效率。
一般的实验拉挤速度在300mm/min左右。拉挤工艺开始时,速度应放慢,然后逐渐提高到正常拉挤速度。一般拉挤速度为300~500mm/mi,现代拉挤速度的发展方向之一就是高速化,目前快的拉挤速度可达15m/min。
牵引力
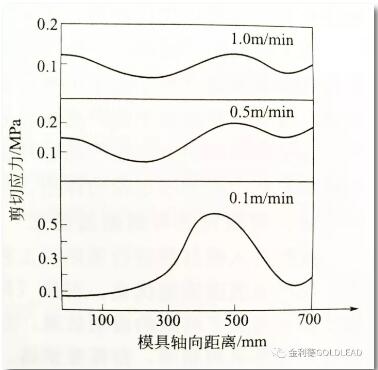
牵引力是保证制品顺利出模的关键,牵引力的大小由产品与模具之间界面上剪切应力来确定。通过测量浸渍树脂的增强纤维被牵引穿过模具的一段短距离的牵引力就可测量上述界面上的剪切应力,并绘出其特性曲线。
拉挤工艺参数--速度的确定及牵引力
拉挤速度的确定

拉挤模具的长度一般为0.6~1.2m,由树脂体系的固化放热曲线确定模具温度,该温度还充分考虑使产品在模具中部胶凝化,也即脱离点在中部并尽量靠前。如果拉挤速度过快,制品固化不良或者不能固化,直接影响产品质量,产品表层会有稠状富树脂层;如果拉挤过慢,型材在模具中停留时间长,制品固化过度,并且降低生产效率。
一般的实验拉挤速度在300mm/min左右。拉挤工艺开始时,速度应放慢,然后逐渐提高到正常拉挤速度。一般拉挤速度为300~500mm/mi,现代拉挤速度的发展方向之一就是高速化,目前快的拉挤速度可达15m/min。
牵引力
牵引力是保证制品顺利出模的关键,牵引力的大小由产品与模具之间界面上剪切应力来确定。通过测量浸渍树脂的增强纤维被牵引穿过模具的一段短距离的牵引力就可测量上述界面上的剪切应力,并绘出其特性曲线。
电话:0531-83262167
网址:goldlead.cn
地址:山东省济南市章丘区济东智造新城15号

Copyright © All Rights Reserved. 金利德机械 版权所有 鲁ICP备11031456号-1