复合材料装备、复合材料制品、工业自动化设备制造商利益与共 品德为先
全国服务热线:0531-83262167

移动电话:13705419876
传 真:0531-83262123
联系人:杨经理
地 址: 山东省济南市章丘区济东智造新城15号
拉挤工艺参数--成型温度
我国的拉挤工业经历了十几年的从无到有的历史,无论从产品品种还是产量上均取得了可喜的进步。但是与国外的先进水平相比,还是存在很大的差距。除了原材料选择上的局限性以外,拉挤工艺参数的稳定和相互匹配性是拉挤工艺成败的关键。拉挤成型工艺参数是一个相互牵制而又庞大的体系,包括成型温度、牵引速度、配方设计、填充量等。充分了解拉挤工艺中的树脂反应动力学、工艺参数相互影响及其与制品性能间的相互作用,是决定制品能否实现设计要求、达到顺利生产的关键。
成型温度
在拉挤成型过程中,材料在穿过模具时发生的变化是关键的,也是研究拉挤工艺。知道目前为止,虽然有许多研究方法,如数字模型的应用、计算机的模拟和可供利用的工具(如压力传感器等),但是至今研究者们依然不明白模具中到底发生了什么,只是依据实验及理论研究提出了一系列的推测与假设。
一般来讲,认为玻璃纤维浸胶后通过加热的金属模具,按其在模具中的不同形态,把模具分为三个部分。
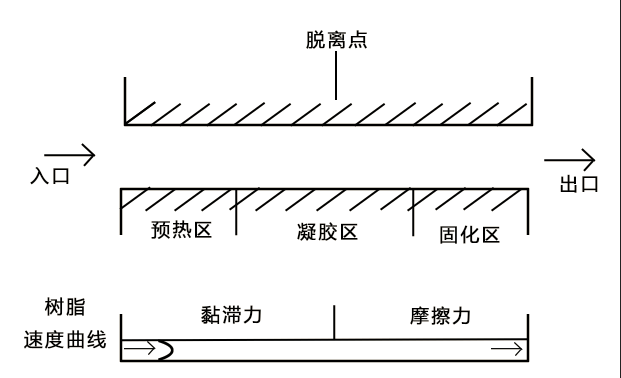
上图标示了材料穿过模具时的主要特征。尽管增强材料以同样的速度穿过模具,但在某些区域内,树脂和纤维有相对流动。图中绘出了模具入口和出口附近区域的树脂速度分布图,在模具入口区,树脂的行为想牛顿流体,壁面速度的边界条件意味着为零。离模具壁面有一小段距离处,树脂的流动速度增加到与增强材料相当的水平。在模具内壁表面上,树脂产生黏滞阻力。
在三段式模具中,人为地把这一连续拉挤过程分为预热区、凝胶区和固化区。在模具上使用3对加热板来加热,并用计算机来控制温度。脱离点是指树脂脱离模具的点。树脂在加热过程中,温度逐渐升高,黏度降低。通过预热区后,树脂开始凝胶、固化,这时产品和模具界面处的黏滞阻力增加,壁面上零速度的边界条件被打破,在脱离点处树脂出现速度突变,树脂和增强材料一起以相同的速度均匀移动,在固化区内产品受热继续固化,以保证出模时有足够的固化度。
1、温度的确定
模具的加热条件是根据树脂体系来确定的。以聚酯树脂配方为例,首先对树脂体系进行差示扫描式量热计动态扫描,得到放热峰曲线。一般来讲,模具温度应高于树脂的放热峰值,温度上限为树脂的降解温度。同时做树脂的凝胶试验,温度、凝胶时间、拉挤速度应当匹配。越热区温度可以较低,凝胶区域固化去温度相似。温度分布应使固化放热峰出现在模具中部靠后,凝胶固化分离点应控制在模具中部。一般三段温差控制在20~30℃,温度梯度不易过大。
2、模具温度分布及分析
以前分析拉挤型材内的热能传递和型材固化时都是假定模具温度是已知的。其实一个完整、科学的拉挤工艺模型须包括型材内的和模具内的热能传递。浸渍树脂的纤维一旦进入模具里,它的热量就从模具壁上向型材内传递,贴近模具的树脂比型材中心的树脂先被加热,产生凝胶;固化后,反应放热会引起中心温度高于模具壁的温度。固化后由于体积收缩,树脂会因收缩而脱离模具壁。在几个假定条件下,对型材内的热能传递建立模型,有关学者对此作了深入的研究。因为拉挤模具为金属模,为良导热体,模具的热能在模具的纵向和横向上都有损失。建立模具温度模型有助于了解模具温度分布规律。
加热器的配置对型芯内的温度和模具温度影响很大。一般在某些约定条件下,固化峰的位置随加热器的移动而移动,而加热带与型芯温度峰值处的距离基本不变。这种放热峰位置的移动是正常的,来自加热器的热通量是有限的,并且在这些条件下,固化时受加热器控制的,当热能传递受“动力学”控制时,受线速度和预热温度的制约,型芯内温度峰值对加热器的位置并不敏感。
在模具周围保温和降低空气的热传递系数的影响是相同的。当热传递系数降低时,模具后半部分温度升高,整个模具的热量分布更均匀。因为大多数树脂固化发生在靠近加热器的位置,保温对型芯温度的影响较小,当放热峰远离加热带时,模具好选择保温。
电话:0531-83262167
网址:goldlead.cn
地址:山东省济南市章丘区济东智造新城15号

Copyright © All Rights Reserved. 金利德机械 版权所有 鲁ICP备11031456号-1